ZfP-Referenz Standards
EDM-Kerbformen
Knauer und Rösch ist hochspezialisiert auf die Herstellung künstlicher Diskontinuitäten, so genannter Electrical Discharge Machine (EDM) Kerben. Erodierkerben können in jeden beliebigen aus leitendem Material bestehenden Gegenstand eingebracht werden, der vom Hersteller des Teils oder dem Prüflabor, das die Inspektion durchführt, geliefert wird. Bei der Auswahl der für Ihre Anwendung geeigneten Art von Erodierkerben ist es wichtig, sowohl die Breite als auch die Länge der Kerbe zu definieren. Es stehen verschiedene Geometrien zur Verfügung, die alle ihren Zweck für verschiedene Testanwendungen haben.
Breite min: 0,13 mm (Bei 30mm Tiefe ist noch eine Breite von 0,8 mm möglich.)
Eckradius min: 0,03 mm
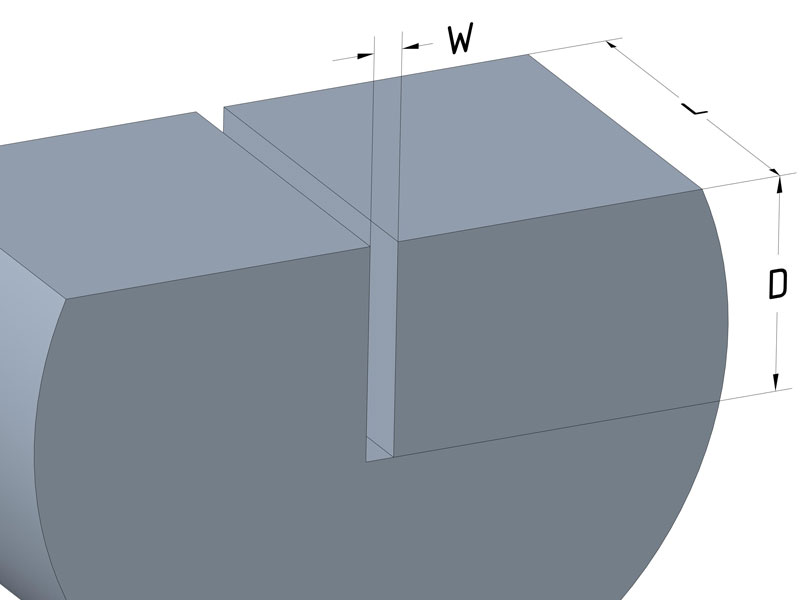
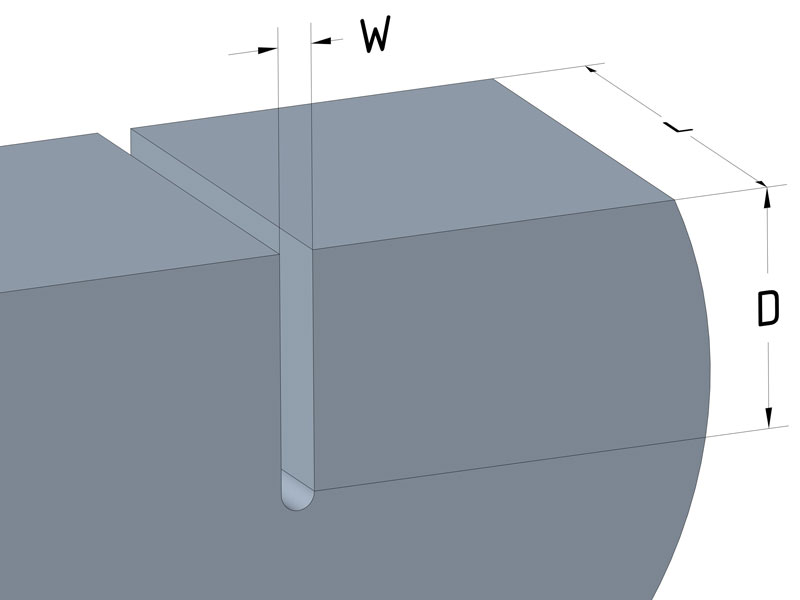
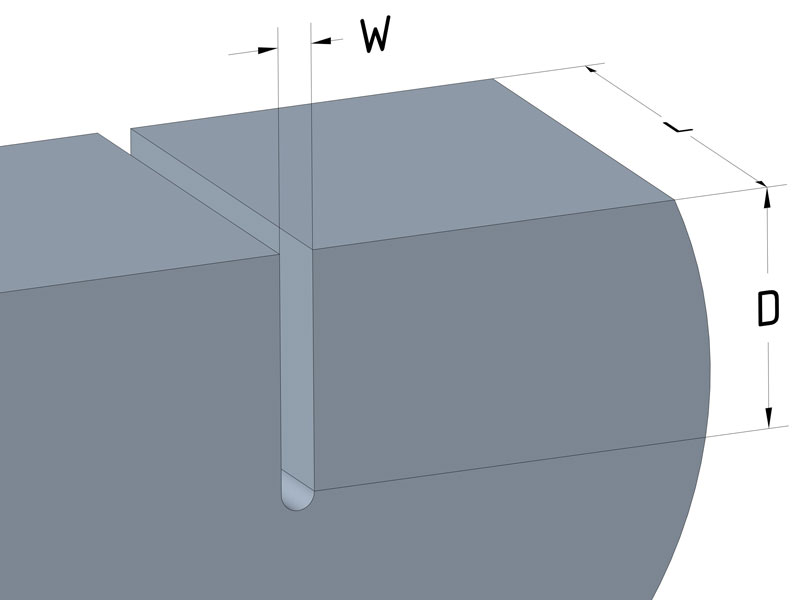
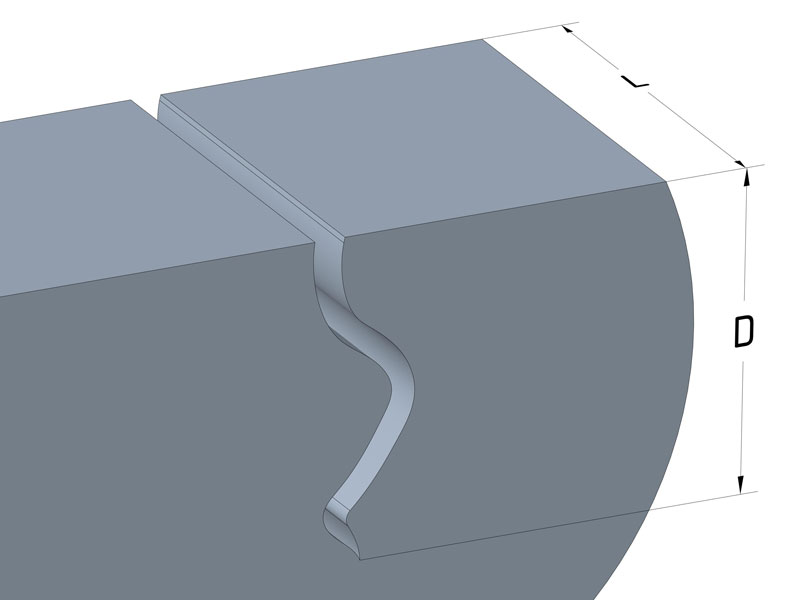
Quadratische Kerbe
Diese Kerbe hat parallele Wände und einen minimalen Eckradius am Kerbenboden von 0,03 mm. Die minimale Breite der Kerben ist 0,13 mm. Mit zunehmender Tiefe nimmt die min-Breite der Kerbe um etwa 2/100 pro Milimeter zu (Beispiel: bei einer Tiefe von 30 mm beträgt die min. Breite 0,8 mm).